載入中……
[供應]全自動汽車車門限位器裝配流水線
- 產品產地:合肥
- 產品品牌:合肥百川
- 包裝規格:BC-I
- 產品數量:1
- 計量單位:套
- 產品單價:45
- 更新日期:2024-08-29 18:33:09
- 有效期至:2025-08-29
-

-
- 收藏此信息
全自動汽車車門限位器裝配流水線
詳細信息
1、概述
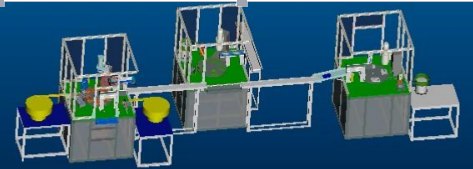
汽車限位器裝配線,用于xxx_汽車限位器的裝配。主要功能組成有:限位盒裝配,推桿裝配,限位器總成裝配。三種功能分別由三套專機組成,中間由輸送帶連接進行物料轉運。裝配動作分為自動供料,人工輔助裝配,自動出料和成品自動轉運。
整個裝配線3名工人裝配,每臺專機一個人操作,每臺專機主體部分為旋轉工作臺,人工輔助裝配后,放到旋轉工作臺專機隨動夾具上,開始后面的裝配。設計機器效率為8秒/件,日產量3600件限位器總成(具體時間受到工人熟練程度影響)。
2 限位盒總成裝配
2.1 限位盒座注油和手工輔助裝配
限位座由振動盤自動上料到固定位置,由注油工裝在限位盒座上固定位置注油,然后由氣動機械手直接送到旋轉工作臺的隨動夾具上。
限位盒座裝到隨動夾具上后,工人輔助裝上滑塊和彈力橡膠件在限位盒座內。雙手按下啟動按鈕,旋轉工作臺開始轉動,進入下一注油工序。
技術要點:
限位盒座由振動盤自動供料到指定位置,需要準確定位。
物料定位后,由傳感器檢測到后,注油工裝直接在物料指定位置注油。
氣動機械手直接將注完油的限位器盒座裝到隨動夾具上。
限位器盒座工裝夾具
注油系統:物料定位后,自動注油
氣動機械手:
1.振動盤出料后,機械手先取料放到注油工裝;
2.注油完成后,機械手再取料放到隨動夾具;后手動裝入滑塊、橡
膠,物料安裝和放置要有傳感器監視。
2.2 注油
上道工序完成的裝配件,旋轉到本工位后,自動注油專機在物料上規定的位置定量注油。同時將滑塊和彈性橡膠塊壓牢固。
技術要點:定量注油。
2.3 安裝盒蓋
限位器盒蓋由振動盤自動上料,并排序好到固定位置;再由氣動機械手取料安裝到上道工序完成的物料總成件上。
技術要點:限位盒蓋由振動盤自動供料到指定位置,需要準確定位。
物料定位并由傳感器檢測到后,氣動機械手直接將限位器盒蓋裝到組件上,裝配要精確。
物料安裝和放置要有傳感器監視。
2.4 總成焊接
這道工序是對上道工序完成的限位器裝配總成件進行沖壓裝配,焊接牢靠。
技術要點:大電流電阻焊,快速焊接完成焊接過程要有安全保護。
2.5 自動排料
當旋轉工作臺進入到本工位后,氣動機械手取下限位器總成件,放到轉運輸送帶上進入下道工序裝配。
技術要點:氣動機械手取料準確牢靠輸送帶動行平穩,輸送帶邊上設置有檢測傳感器。
3 推桿組件裝配
3.1 推桿組件預裝
人工分別將限位器安裝座和推桿放到預裝專機上,按下啟動鍵后,裝配專機開始工作,將推桿和安裝座裝配到一起,同時裝到銷軸。完成預裝后的組件,工人取下放到旋轉工作臺的隨動夾具上,按下啟動按鈕,旋轉工作臺開始轉動,進入下一工序。
技術要點:鎖軸自動供料并打銷裝配專機要做到上料方便,取料簡單,工作穩定。
機械手:
對上道工序完成合格的物料進行抓取并放到輸送帶上,傳送到下一工位;
自動打銷機構:將推桿、底座、銷軸三者固定成
定位機構:鎖軸排序,定位
3.2 鉚接
上道工序完成的預習裝總成件被轉移到本工位,開始對銷軸進行鉚接。
技術要點:鉚接平穩,采用液壓徑向鉚接機。
3.3 鉚接高度檢測
本道工序是對鉚接后鉚點高進行檢測,是否鉚接合格和變動。
技術要點:鉚點高度檢測精度要高,測量數值平穩。
將成整理后的推桿、底座、銷軸放到轉盤隨動夾具上
3.4 自動排料和分檢
當旋轉工作臺進入到本工位后,氣動機械手取下推桿組件到滑料槽內,前道工序檢測合格的組件由滑料槽滑到合格品輸送帶上,進入下一工序操作,不合格件從滑料槽的漏料口進入到不合格品箱。
技術要點:氣動機械手取料準確牢靠;滑料槽設置漏料口,當有不合格件時,漏料口打開,總成件進入到不合格品箱。正常情況下,漏料口封閉,合格的組件則滑入到合格品輸送帶上。
4 限位器總成裝配
4.1 限位盒組件與推桿組件預裝
人工取限位盒組件和推桿組件預裝在一起,放到預裝專機上,按下啟動按鈕,開始壓緊裝配。
技術要點:壓裝專機的壓裝行程可調。
4.2 緩沖墊預裝及人工上料
手工在裝配好的組件上預裝到緩沖墊及蓋子,將裝配好的組件放到旋轉工作臺的隨動夾具上。雙手按下啟動按鈕,旋轉工作臺開始轉動,進入下一工序。
技術要點:物料分布合理,工人取放自如;要有安全設置,無安全隱患,設置雙手啟動按鈕和安全光柵。
4.3 緩沖墊壓裝
上道工序完成操作后,旋轉工作臺工作,開始第二工位操作,壓裝專機將緩沖墊壓裝到位。
技術要點:壓裝專機的壓裝行程可調。
4.4 阻擋銷安裝
這道工序是在上道工序完成的組件上,自動裝上阻擋銷。
技術要點:阻擋銷自動上料;專用打銷機將阻擋銷壓裝到總成件上。
4.5 阻擋銷墩粗
這道工序是將上道工序裝本完成阻擋銷墩粗,達到與總成件裝配牢靠的目的。
技術要點:
墩粗壓力機主體驅動力由氣液增壓缸實現,要求壓力平穩;
墩粗時的承載力不能加在分度盤上。
4.6 自動排料
當旋轉工作臺進入到本工位后,氣動機械手取下裝配好的限位器總成件,放
入到成品件專用滑料槽內,直接進入到成品料箱:
技術要點:
氣動機械手取料準確牢靠;
滑料槽平滑,角度不能過大,注意滑落沖擊時對物料的損傷。
5、設備配置工藝說明
5.1 機械制造
三專機架體基座部分均采用方鋼焊接,表面噴涂防護漆,上部為鋁合金型材搭建。整體采用嵌入式設計,電控和氣控柜嵌入在架體內部,節省空間同時要求方便檢修。
所有使用的專用夾具均采用優質碳素鋼材制作,經過表面防銹和金屬工藝處理。所有夾具均為獨立的模塊化設計,與基礎部分采用定位銷和螺栓固定,方便快速更換和維護。
5.2 控制系統
旋轉工作臺裝配專機采用觸摸屏和PLC控制,整個控制系統閉環控制,所有動作均有相應的傳感器適時跟蹤,對沒達規定動作執行情況,系統會同時發出聲光報警,并有相應的故障提示信
同類型其他產品
免責聲明:所展示的信息由企業自行提供,內容的真實性、和合法性由發布企業負責,浙江民營企業網對此不承擔任何保證責任。
友情提醒:普通會員信息未經我們人工認證,為了保障您的利益,建議優先選擇浙商通會員。